

Uprawnienia i Certyfikaty
Firma MONTER INSTALL GROUP Piotr Bujak działa wg Systemu jakości w spawalnictwie wg normy PN - EN ISO 3834 - 2:2007 i normy PN-EN 1090-2:2012. Wykonanie konstrukcji stalowych i aluminiowych.
Wymagania techniczne dotyczące konstrukcji stalowych. Oraz wymagań Urzędu Dozoru Technicznego w zakresie uprawnienia zakładu do wytwarzania, modernizacji i remontów wyrobów podlegających dozorowi technicznemu.
I. Spawanie ręczne TIG / Tungsten (wolfram); Inert (obojętny); Gas (gas) lub ang. WIG (Wolfram Inert Gas) – jedna z kilku metod spawania.
Spawanie polega wykonaniu trwałego złącza przy wykorzystaniu łuku elektrycznego powstałego pomiędzy elektrodą a spawanym materiałem. W procesie spawania wykorzystywana jest osłona w postaci gazów obojętnych. Chętnie stosowana zarówno do spawania stali węglowej, stali nierdzewnej, jak i aluminium. Spawanie wykonuje się przy użyciu elektrody nietopliwej z wolframu lub stopu wolframu.
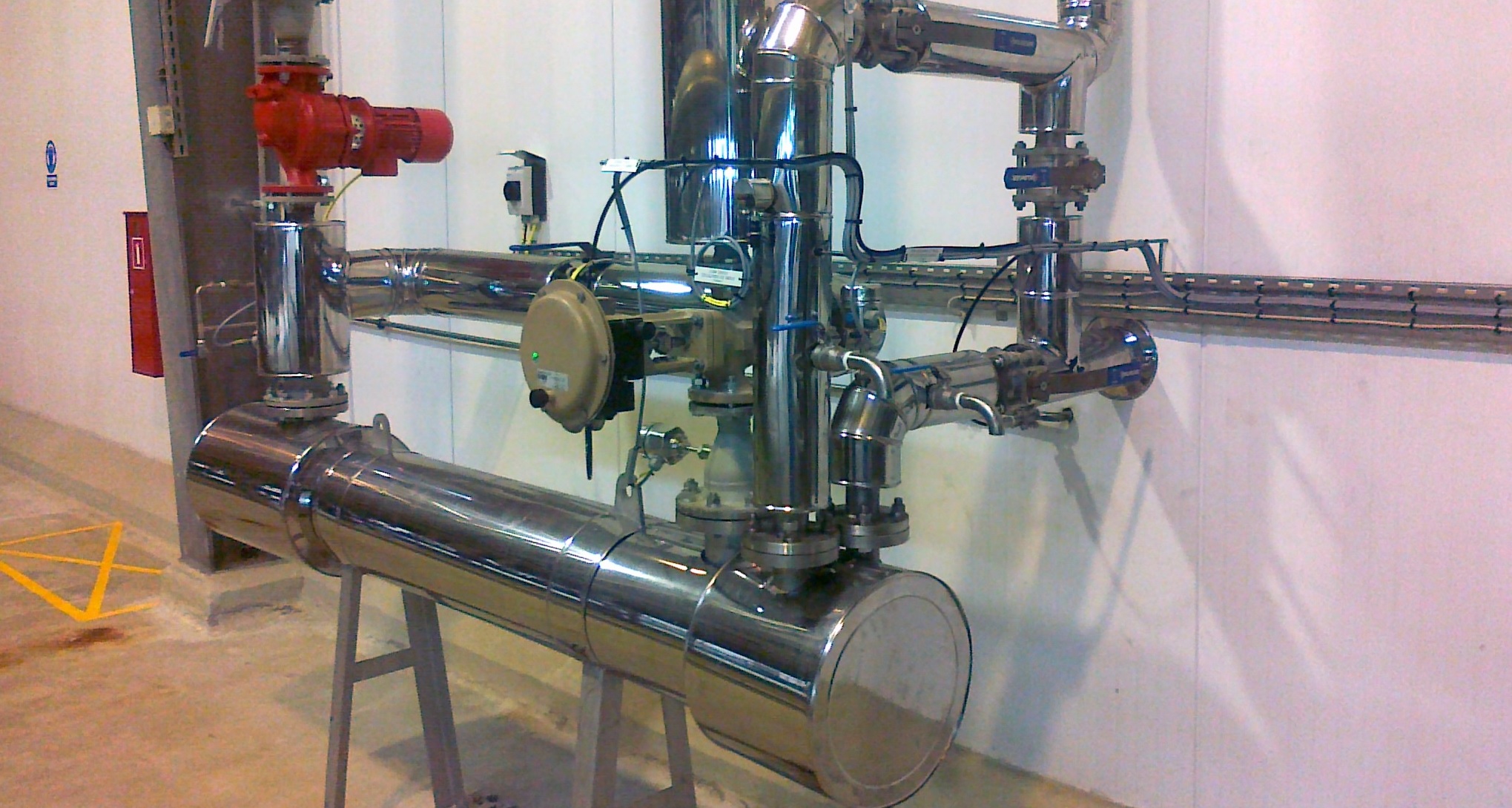
1. spawanie stali nierdzewnej,
2. spawanie ręczne,
3. spawanie metodą TIG,
4. spawanie instalacji,
5. spawanie wysp zaworowych,
6. spawania konstrukcji ze stali nierdzewnej i węglowej.
II. Spawanie MIG/MAG (ang. Metal Inert Gas / Metal Active Gas)
Spawanie elektrodą topliwą w osłonie gazów obojętnych (MIG, metoda 131) lub aktywnych (MAG, metoda 135)[1]. Jako gazy osłonowe obojętne najczęściej stosuje się argon lub hel. Natomiast jako gazy osłonowe aktywne – dwutlenek węgla lub jego mieszaninę z argonem.
W metodzie MIG/MAG łuk elektryczny jarzy się między spawanym materiałem a elektrodą w postaci drutu. Łuk i jeziorko ciekłego metalu są chronione strumieniem gazu obojętnego lub aktywnego. Metoda nadaje się do spawania większości materiałów, dobierając druty elektrodowe i gaz osłonowy, odpowiednie dla różnych metali.
III. Posiadamy operatorów wózków widłowych oraz podnośników krzyżowych.
Zdjęcia